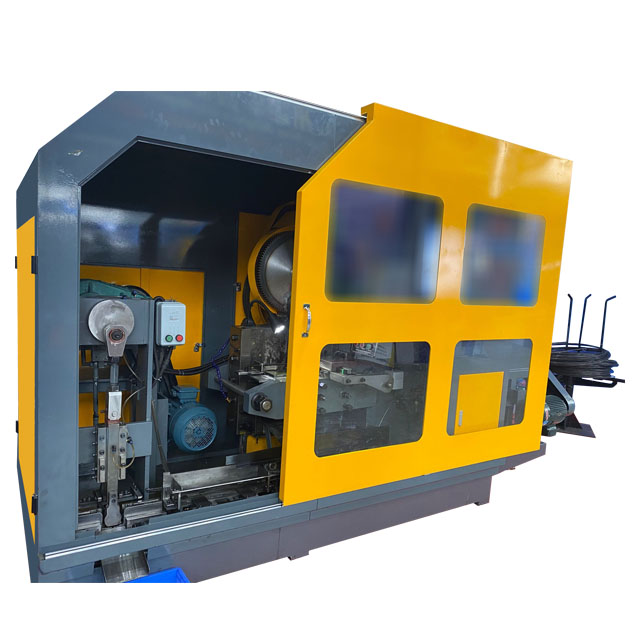
11b 6 Station Nut Former Machine fra leverandøren Ronen® består af seks trin: trådskæring, ekstrudering, sekskantformning, stansning, kantbeskæring og endelig polering. Der er ingen grund til at flytte råvarerne mellem forskellige værktøjer. Maskinen kører automatisk og kræver ikke kontinuerlig overvågning.
11b 6 Station Nut Former Machine bearbejder ståltråd til færdige møtrikker gennem seks på hinanden følgende arbejdsstationer. Det skærer råtrådsmaterialet og danner det gradvist gennem processer som forarbejdning, formning og bankning. Denne kontinuerlige proces kan gennemføres inden for en automatiseret cyklus.
Nut Former Machine har faste jobopgaver til sine seks stationer: 1. station til fremføring og skæring, 2. station til forbøjning til en rund form, 3. station til dannelse af prototypen af det indre hulrum, 4. station til færdiggørelse af formen, 5. station til affasning af det indre hul og yderkant, 6. station til endelig formning.
Når du betjener 11b 6 Station Nut Former Machine, er det første trin at indlæse trådspolen. Maskinen fremfører automatisk tråden, skærer den af efter længden og transporterer emnet gennem alle seks formningsstationer. Hver station udfører en specifik formningsoperation, der gradvist former den komplette møtrikgeometri.
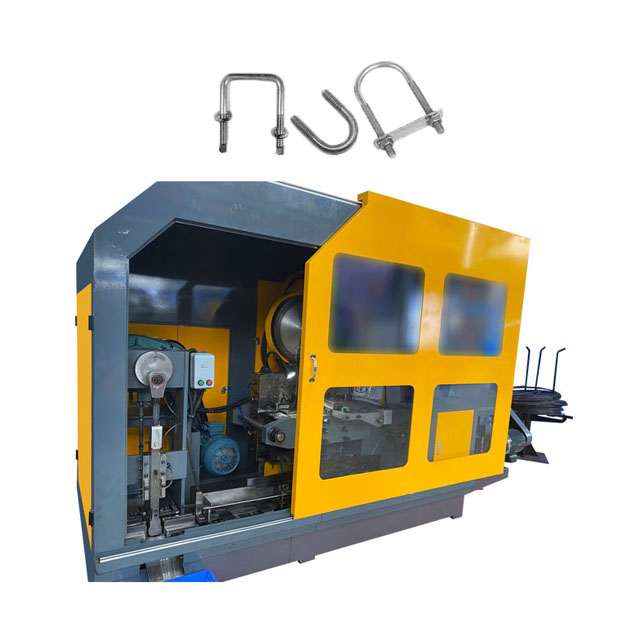
Nut Former Machine bruger koldsmedningsteknologi til at forme nødder ved stuetemperatur. Denne proces bruger arbejdshærdningsteknologi til effektivt at forbedre styrken af metalmaterialer, samtidig med at materialespild holdes på et minimum. Denne maskine har fleksible funktioner og understøtter produktionen af en række nødder. Det kan behandle almindelige typer såsom sekskantede møtrikker og flangemøtrikker og kan også tilpasse produktionen af specialformede møtrikker til at dække forskellige brugsbehov.
| Specifikation | Enhed | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Smedestation | Ingen. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Max cut-off dia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Kick-out længde | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Dies Pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Smedekraft | Ton | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Produktion |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Produktion | min/stk | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Hovedmotor | Hp | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Smøremotor | Hp | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Smøremiddel | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Ca Vægt | Ton | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
11b 6 Station Nut Former Machines salgsargument er "Lige nok uden spild", og den er velegnet til små og mellemstore batchordrer. Hvis du vil ændre specifikationerne, skal du blot justere forme og skærelængder på hver arbejdsstation. Der er ingen grund til at vente på en specialiseret tekniker. Desuden er der ikke noget spild ved formning af kold overskrift. Udnyttelsesgraden af en enkelt tråd kan nå over 95%, hvilket er mere materialeeffektivt end skærebearbejdning.