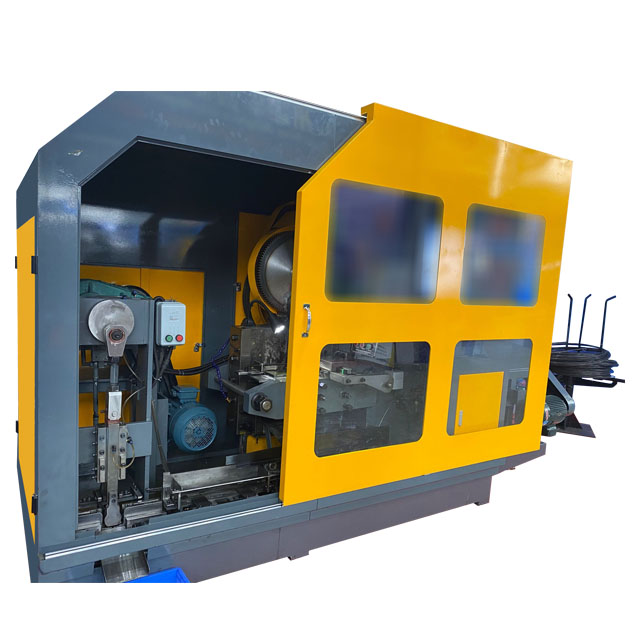
Den tidligere koldsmedningsmaskine med 6 matrice og 6 under møtrikker fra producenten Ronen® fuldender formningen af møtrikemnet gennem seks smedningsprocesser i seks trin: trådskæring, opstilling, hexagonal formning, stansning, kantbeskæring og endelig dimensionering. Tråden kræver ikke opvarmning, hvilket sparer energi.
6 Die And 6 Below Nut Former Cold Smedemaskine bruger seks på hinanden følgende forme til at forme tråden til en møtrik. "Seks ned" refererer til seks slag, der presser ind i formen fra bund til top. Denne enhed kan gradvist forme metalblokken fra et simpelt emne til en færdig gevindmøtrik.
Indstillingsmøtrik Former Cold Smedemaskine betyder at justere seks sæt værktøjer. Over hver arbejdsstation er der en matrice, og under den er der en punch. Disse to skal passe perfekt sammen. Denne præcise indstilling er afgørende for at producere nødder af ensartet kvalitet. Efter at denne forbindelse er implementeret, vil udstyret ikke kræve hyppig indgriben, og kun mindre justeringer vil være nødvendige for at sikre langsigtet kontinuerlig drift.
En nøglekomponent i Die And 6 Below Nut Former Cold Forging Machine er systemet, der bruges til at flytte møtrikemnerne mellem seks arbejdsstationer. Denne transportmekanisme skal være ekstremt pålidelig for at sikre en jævn drift af højhastighedsprocessen. Hvis der er en situation, der ikke er synkroniseret, kan det forårsage fastklemning og resultere i defekte dele.
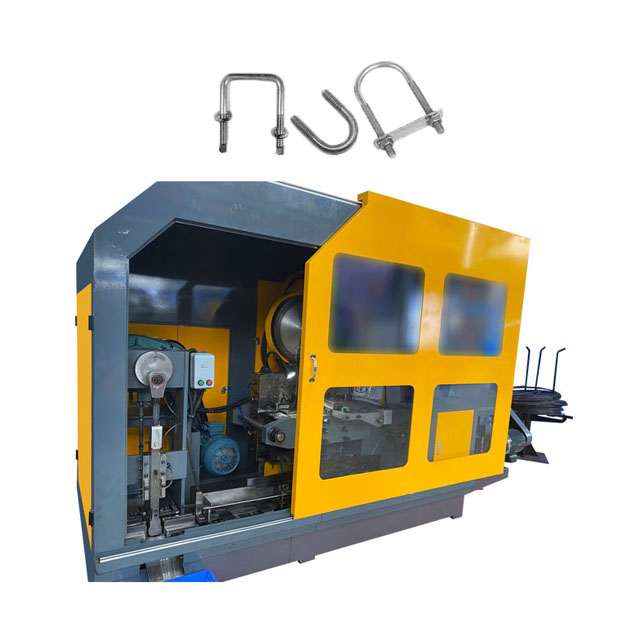
Du kan konfigurere en Nut Former Cold Smedemaskine til forskellige typer nødder. Ved at udskifte seks sæt stanser og forme kan den samme maskine bruges til at producere standard sekskantede møtrikker, kraftige sekskantede møtrikker og endda møtrikker med flanger, hvilket giver fremragende fleksibilitet til produktionsværkstedet.
| Specifikation | Enhed | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Smedestation | Ingen. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Max cut-off dia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Kick-out længde | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Dies Pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Smedekraft | Ton | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Produktionsstørrelse |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Produktion | min/stk | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Hovedmotor | Hp | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Smøremotor | Hp | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Smøremiddel | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Ca Vægt | Ton | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Funktionerne ved Die And 6 Below Nut Former Cold Forging Machine er, at den har omfattende stationsfunktioner og bred materialekompatibilitet. Hvis du ønsker at udføre affasning, skal du bruge 5-stationsmodellen; For at producere skridsikre mønstre skal du blot skifte til 4-stationsformen uden yderligere udstyr. Hver stations form er uafhængig, og hvis en form er beskadiget, skal du blot udskifte den med den tilsvarende. Det er meget praktisk.