Drejeteknologien for møtrikgevind: Der er to hovedmetoder til bearbejdning af indvendige og udvendige gevind på emnet, gevindskæring og gevindrulning.
1. Trådskæring
Generelt refererer det til metoden til at bruge formværktøj eller slibeværktøj til at bearbejde gevind på emnet. Ved drejning af gevind sikrer værktøjsmaskinens transmissionskæde, at vendeværktøjet, fræseren eller slibeskiven bevæger sig nøjagtigt og jævnt langs arbejdsemnets aksiale retning for en føring pr. omdrejning af emnet.
Velegnet til fremstilling af korte gevindskårne emner med mellemstore til store mængder til drejning af fine tænder. Stigningsnøjagtigheden af almindelige drejebænke med trapezgevind kan kun nå niveau 8-9 (JB2886-81).
2. Trådrulning
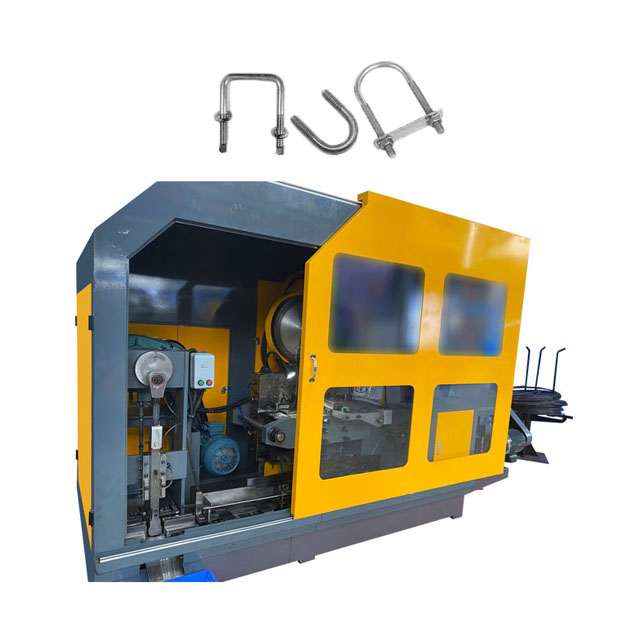
En forarbejdningsmetode til opnåelse af gevind ved at bruge forme og rulle forme til at forårsage plastisk deformation af emnet. Velegnet til masseproduktion af standardbefæstelser og andre gevindforbindelser med udvendigt gevind. Den ydre diameter overstiger generelt ikke 25 mm, og længden overstiger ikke 100 mm. Gevindnøjagtigheden kan nå niveau 2 (GB197-63).