
Rivet Making Machine er specifikt designet til at producere forskellige typer nitter. Først føres metaltråden ind i maskinen, som derefter skæres i små sektioner i en fast længde. Dernæst presses det gennem en form for at forme en eller begge ender af ledningen ind i hovedformen på en nitte.
Rivet Making Machine er specifikt designet til at producere forskellige typer nitter. Først føres metaltråden ind i maskinen, som derefter skæres i små sektioner i en fast længde. Dernæst presses det gennem en form for at forme en eller begge ender af ledningen ind i hovedformen på en nitte.
Produktparameter (specifikation)
| Model |
Enhed |
WH-NF 11B-6S |
WH-NF 14B-6S |
WH-NF 19b-6s |
WH-NF 24B-6S |
WH-NF 33B-6S |
WH-NF 41B-6S |
| Smedestation |
INGEN. |
6 | 6 | 6 | 6 | 6 | 6 |
| På tværs af lejligheder med nød |
mm |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| Egnet hex møtrik |
FRA |
M3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Afskæring Dia |
mm |
11 | 16 | 19 | 24 | 31 | 40 |
| Dør tonehøjde |
mm |
50 | 60 | 80 | 100 | 140 | 165 |
| Smedningskraft |
Ton |
60 | 90 | 135 | 230 | 360 | 450 |
| Hovedmotor |
HP |
15 | 20 | 50 | 75 | 150 | 200 |
| Smøremotor |
HP |
1.5 | 1.5 | 1,5 3 | 1,5 3 | 3 | 3 |
| Installeret mængde |
SÆT |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Smøremiddel |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Ca. vægt |
Ton |
4.5 | 8 | 14 | 25 | 45 | 72 |
Funktionerne i Rivet Making Machine er ganske åbenlyse. Formenudskiftningen er meget praktisk. For at fremstille forskellige former af nitter skal du bare ændre formsættet. For eksempel fra runde hoveder til flade hoveder. Paktkraften på denne maskine er tilstrækkelig. Uanset om det er aluminium, kobber- eller jernmaterialer, kan det udskrive almindelige hoveder uden nogen krakning eller deformation.

Produktoplysninger
Rivet Making Machine bruger hovedsageligt den kolde overskriftsproces til at omdanne ledning til solide nitter. Denne proces involverer fodring af ledningen, udretter den, skærer den til præcise emner og derefter formes nittens hoved. Maskinen bruger højt tryk ved hjælp af et stempel til at ekstrudere og skære den ene ende af det tomme i formhulen. Den kolde overskriftsproces får metallet til at skifte og derved danne den karakteristiske form af nittehovedet uden behov for at opvarme materialet.
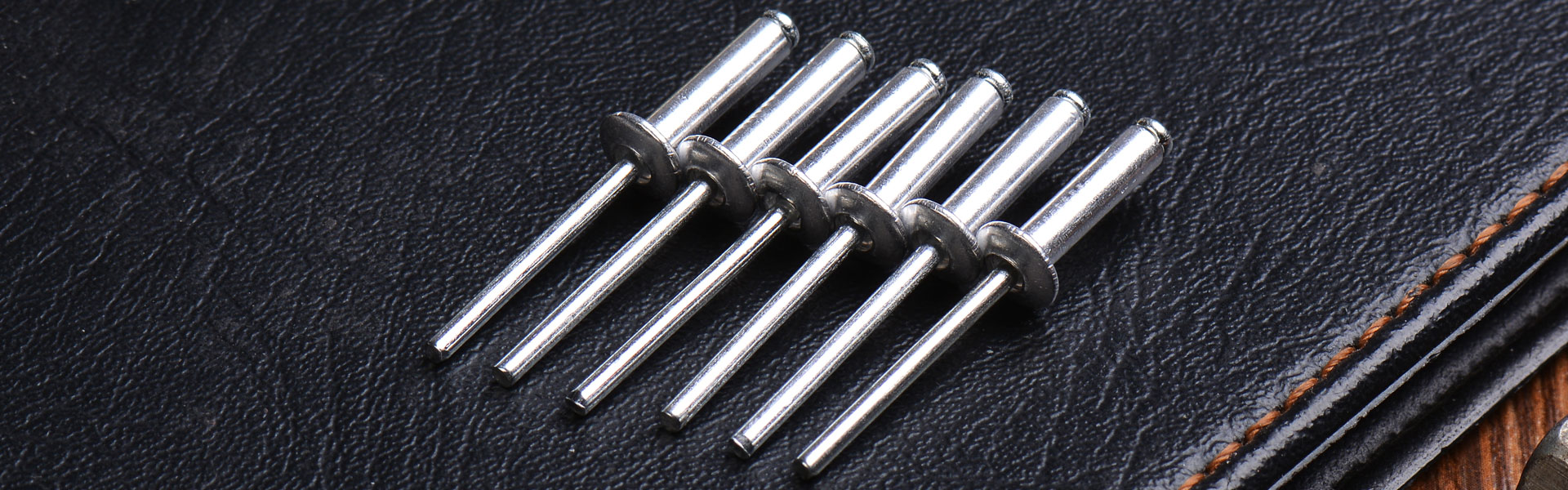
Maskinen indfører først trådstangen (normalt lavet af stål, aluminium eller kobberlegering) i udretningsmekanismen for at eliminere bøjninger. Derefter skærer præcisionsskølemaskinen den rettede ledning i billetter med specifikke længder. Disse ensartede billetter er råmaterialerne, inden de går ind i det kolde overskriftsafsnit (til dannelse af nitthoveder), og de er af afgørende betydning.
Mange nittefremstillingsmaskiner er udstyret med en beskæringsstation umiddelbart efter den foruroligende proces. Dette trin kan fjerne de små burrs eller skarpe kanter dannet ved kanten af det nye nittehoved (det overskydende metal pressede ud mellem stansen og matrisen). Trimning sikrer, at nitthovedet har en klar oversigt og en ensartet diameter, hvilket er afgørende for korrekt installation og udseende.