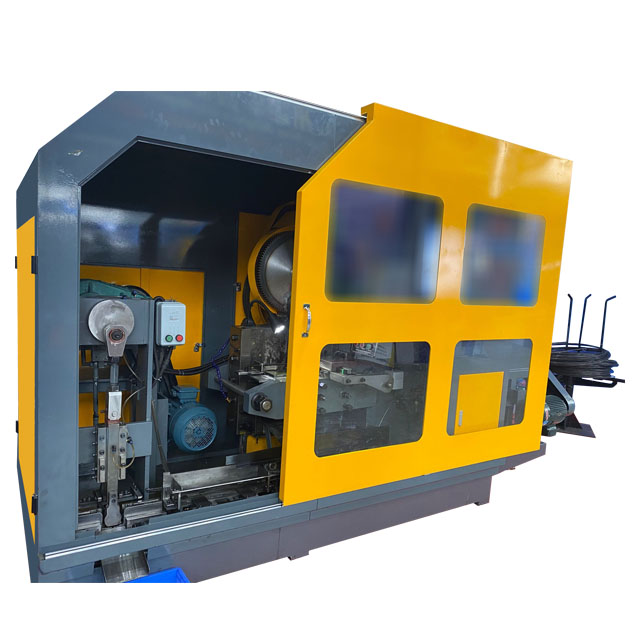
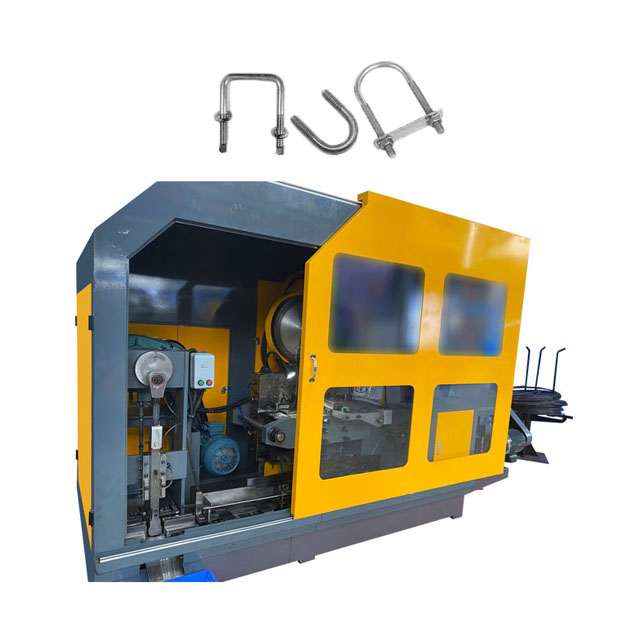
Fra producenten Ronen® danner RNF 6 3S Nut Former Machine møtrikemnerne gennem tre vigtige trin: ledningsskæring, opstilling og formning. Den er enklere end modellen med seks positioner, men hurtigere end manuel betjening. Du skal blot sætte metaltråden ind i føderen, så kører maskinen automatisk.
RNF 6 3S Nut Former Machine behandler wiren til færdige møtrikker gennem tre arbejdsstationer. Den skærer trådemnerne over og fører dem ind i hver arbejdsstation, hvor forskellige værktøjer bruges til at forme metallet. Maskinen fuldfører automatisk hele møtrikfremstillingsprocessen.
Når du betjener møtrikformermaskinen, er det første skridt at indsætte en spole. Maskinen vil fremføre spolen, skære den til den ønskede længde og derefter overføre hvert segment af spolen til alle seks formningsstationer. Hver station vil udføre specifikke operationer for gradvist at danne en komplet møtrik.
Den møtrikformende maskine er afhængig af koldsmedningsprocessen for at fuldføre formningsprocessen af møtrikken gennem tryk ved stuetemperatur. Denne proces øger metallets styrke, mens den bruger mindre energi end varmsmedning. Da det former metallet gennem forskydning frem for skæring, reducerer det også materialespild.
Driften af RNF 6 3S Nut Former Machine involverer hovedsageligt overvågning af det automatiserede system. Operatører læsser spolerne og inspicerer kvaliteten af de færdige møtrikker. Når først maskinen er startet, kan hele formningsprocessen afsluttes næsten uden menneskelig indgriben. Der bør udføres regelmæssig kontrol af formenes slitage.
| Specifikation | Enhed | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Smedestation | Ingen. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Max cut-off dia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Kick-out længde | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Dies Pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Smedekraft | Ton | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Produktionsstørrelse |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Produktion | min/stk | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Hovedmotor | Hp | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Smøring | Hp | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Smøremiddel | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Ca Vægt | Ton | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Salgsargumentet for RNF 6 3S Nut Former Machine er "stabil fodring og hurtig skimmelskifte". Den kan holde fast i ledningen og uden problemer føre den ind, uden at afvige eller sætte sig fast. Der er ikke behov for, at arbejdere justerer fodringen. Cold heading producerer intet affald, og 95 % eller mere af tråden kan bruges, hvilket kan spare dine penge.