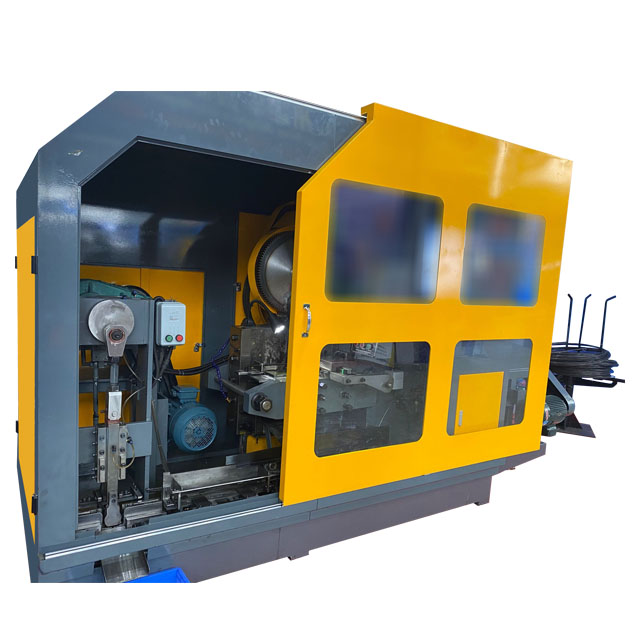
Ronen® – en nøgleleverandør – Cold Forging 5-Stations Bolt Former Machine danner boltemner gennem fem kolde bearbejdningstrin: trådskæring, opstilling, hovedformning, trimning og akselslibning. Sæt bare tråden ind i fodermaskinen, sæt den op, og den kører automatisk.
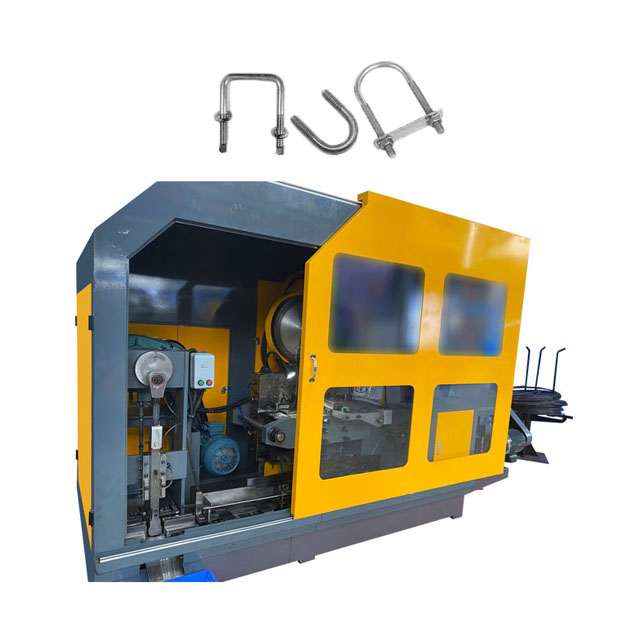
Cold Forging 5-Stations Bolt Former Machine omdanner metaltråd til boltemner gennem fem på hinanden følgende koldekstruderingsstationer. Det, der blev produceret, var et boltemne med hele hovedet og skaftet påsat. Dette kan så bruges til efterfølgende gevindskæringsoperationer.
Bolt Former-maskinens fem stationer har klart definerede opgaver: Station 1 skærer tråden over og presser små fremspring ud (hovedets oprindelige form); Station 2 forspænder hovedet for at gøre formen tydeligere; Station 3 behandler stangdelen (såsom udpresning af reduktion eller trin); Station 4 trykker fint på hovedets detaljer; Station 5 afslutter formningen af stangdelen og hovedet. Hele processen kræver ikke opvarmning; det udføres direkte i kold tilstand.
Maskinen kan forme metaltråden uden behov for opvarmning. Det automatiserede udstyr trækker først metaltråden ud, skærer den i bestemte længder efter behov og transporterer den derefter til fem forskellige behandlingsstationer i rækkefølge. Hver station udfører specifikke operationer, såsom at forme hovedet eller indsætte stangdelen, hvilket i sidste ende danner bolten.
Vedligeholdelsesfokuset for Cold Forging 5-Stations Bolt Former Machine ligger i transportmekanismen og formene. Mekanismen til at flytte boltemnerne mellem stationer skal holdes præcis, og slidtilstanden af smedeformene skal kontrolleres for at sikre, at boltene opfylder specifikationerne.
Egenskaben ved Cold Forging 5-Stations Bolt Former Machine er, at den har omfattende stationsfunktioner og er meget tilpasningsdygtig til forskellige materialer. Positionen 1-2 er til rørhovedet, og 3-5 positionen er til rørets krop. Den kan håndtere bolte lige fra simple runde hoveder til dem med trin. Trykket på hver arbejdsstation kan justeres uafhængigt, og det vil ikke få ledningen til at revne.
| Model | Enhed | RNBP-65S | RNBP-85S |
RNBP-105S |
RNBP-135L |
RNBP-135L |
RNBP-135LL |
RNBP-165S |
| Smedestation | INGEN. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Smedekraft | Kgf | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Max.afskæring dia | mm | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Maks. afskæringslængde | mm | 105 | 115 | 135 | 185 | 195 | 265 | 190 |
| Outputhastighed | stk/min | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| R.K.O. Slagtilfælde | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| K.O. Slagtilfælde | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Hovedstødslag | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Hovedmotoreffekt | Kw | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Overordnet dæmpning. af afskåret terning | mm | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| Overordnet dæmpning. af punch die | mm | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x30L |
Ø60x229L |
Ø75x185L |
| Overordnet dæmpning. af hovedmatricen | mm | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185K |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Døbehøjde | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Ca. vægt | Ton | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Gældende bolt dia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 10-16 |
| Skaftlængde af emne | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Overordnet dæmpning | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |